想知道《南充》(当地)桥梁护栏桥梁护栏厂家出厂严格质检产品为何如此受欢迎?观看视频,答案自在其中。
以下是:《南充》(当地)桥梁护栏桥梁护栏厂家出厂严格质检的图文介绍
凡有意向购买我公司 南充护栏板、者,我公司特邀您前来:
一、现场看 南充护栏板、生态流程,了解我们的生产能力;
二、带您到公司现有的成功案例现场考察咨询学习;
三、意向确定后公司派技术员根据您的要求24小时全程负责沟通。
桥梁护栏桥梁护栏厂家出厂严格质检")
桥梁护栏桥梁护栏厂家出厂严格质检")
不锈钢复合管护栏是铝合金护栏无法代替的
自20世纪60年代中期废物焚化技能展开以来,废物焚化炉一贯遭到管子寿数的困扰,假如仅用CrMo低合金钢作管子,不采纳任何保护方法,管子的运用寿数不到6个月。奥氏体不锈钢和镍基合金具有良好的耐蚀性,可是用它作过热器,锅炉水或许会引起应力腐蚀裂纹的风险。因此选用不锈钢复合管作焚烧炉过热器较志向,其外层基管可选用具有耐焚烧高温以及耐腐蚀气氛的材料,如Sanicro65合金(21%Cr、8.5%Mo、Ni基),而内层材料可选用具有耐应力腐蚀裂纹的碳钢或铬钼钢。由这两种材料进行匹配并用冶金结合方法制成的不锈钢复合管具有焚化炉过热器的运用要求,并且它还具有较低的热膨胀系数,工作时的热应力较低,具有较高的导热系数,使焚化炉过热器的热效率较高,这是以往开发的防护方法所不及的。因此,欧洲、美国等自1971年装置先进台不锈钢复合管焚烧炉过热器和水冷壁用管以来,已运用了200万m不锈钢复合管(1985-1987年报道数据),并已有超越10年的实际运用成绩。
桥梁护栏桥梁护栏厂家出厂严格质检")
桥梁护栏桥梁护栏厂家出厂严格质检")
桥梁护栏桥梁护栏厂家出厂严格质检")
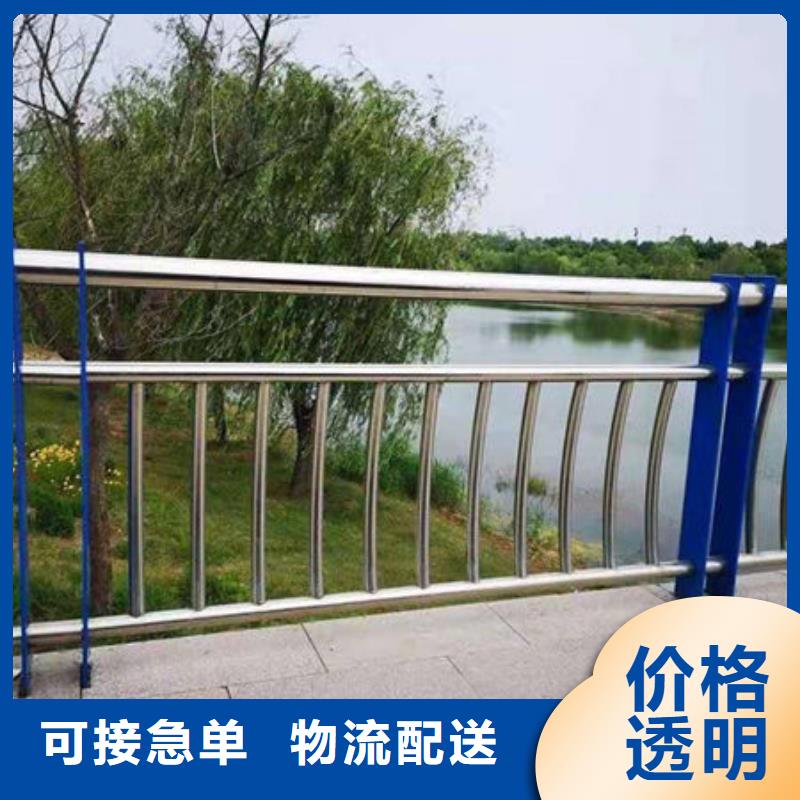
不锈钢复合管护栏是指设置于桥梁上的护栏?
不锈钢复合管护栏是指设置于桥梁上的护栏。
其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。 今天,就
来介绍一下如何划分不锈钢复合管护栏的防撞等级。
划分不锈钢复合管护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分
为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋
混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。
一般常见的护栏形式有混凝土护栏、波形梁护栏和缆索护栏。 桥梁护栏形式的选择,首先应根据公路等级,综合考
虑其安全性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施
工和养护维修等因素进行构造形式的选择。
其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时
,可采用抽换式护栏。
桥梁护栏桥梁护栏厂家出厂严格质检")
桥梁护栏桥梁护栏厂家出厂严格质检")
桥梁护栏桥梁护栏厂家出厂严格质检")
不锈钢复合管护栏焊接进程
如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。






 扫一扫
扫一扫